-
-4 9
在數控系統的操作面板和手持單元上均設有急停按鈕,用于數控系統或數控沖床出現緊忽情況時,需要使數控沖床立即停止運動或切斷動力裝置(如伺服驅動器等)的主電源。當數控系統出現自動報警信息后,需按下急停按鈕,待查看報警信息并排除故障后,再松開急停按鈕,使數控系統復位并恢復正常。該急停按鈕及相關電路所控制的中間繼電器(KA)的一個常開觸點應該接人數控裝置的開關量輸入接口,以便為數控系統提供復位信號。
1.機床一直處于急停狀態,不能復位
系統急停不能發位是一個常見的故障現象,引起此故障的原因也較多,總的說來,引起此故障的原因大致可以分為如下幾種。
(1)電氣方面的原因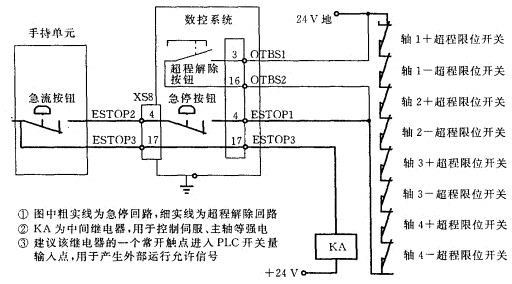
圖3-4所示的為一普通數控沖床的整個電氣回路的接線圖,從圖上可以清晰地看出可以引起急停回路不附合的原因.①急停回路斷蹄,②限位開關損壞③急停按鈕損壞。
如果機床一直處于急停狀態,首先檢查急停回路中KA繼電器是否吸合;繼電器如果吸合而系統仍然處于忽停狀態,可以判斷出故障不是出自電氣回路方面,這時可以從別的方而查找原因,如果繼電器沒有吸合,可以判斷出故障是因為急停回路斷路引起,這時可以利用萬能表對整個忽停回路逐步過行檢查,檢查急停按鈕的常閉觸點,并確認急停按鈕或者行程開關是否損壞。急停按鈕是急停回路中的一部分,急停按鈕的損壞,可以造成整個急停回路的斷路。檢查超程限位開關的常閉觸點,若未裝手持單元或手持單元上上無急停按鈕,XS8接口中的4、17腳應短接,逐步測量,最終確定故障的出處。
(2)系統多數設置錯誤,使系統信號不能正常輸入輸出或復位條件不能滿足引起的急停故障。
若PLC軟件來向系統發送復位信息,檢查KA中間繼電器,檢查PLC程序。
(3)松開急停按鈕,PLC中規定的系統復位所得要完成的信息,如“伺服動力電源準備好”、“主制驅動準備好”等信息未滿足要求。
若使用伺服,檢查伺服動力電源是否未準備好:檢查電源模塊;檢查電源模塊接線;檢查伺服動力電源空氣開關。
(4)PLC程序編寫錯誤, 檢查邏輯電路。
◎歡迎參與討論,請在這里發表您的看法、交流您的觀點。
- 評論(0)
發表評論 TrackBack